軸類鍛件90°鍵槽的加工方法(二)
文章出處:未知
人氣:
發表時間:2017-07-01 18:09
在石油鉆采裝備中,有許多的軸類存在 90°鍵槽的結構,部分軸類存在批量化生產的情況,采用工藝塊找正、加工鍵槽的方法已在我公內部廣泛使用,可以有效地提高生產效牢,降低工件的返修及損傷率,降低生產成本,提升90°鍵槽類產品的質量。
3、鍵槽的加工方法
軸鍛件上鍵槽敞開式鍵槽 (即鍵槽的一端或兩端都是敞開的)和封閉式鍵槽兩類,其加工步驟如下:
3.1選擇銑刀
一般選用比槽寬尺寸小于2-5mm的鍵槽銑或立銑刀進行加工,考慮銑刀擺動誤差會擴大槽寬尺寸和刀具磨損,應分為粗銑刀和精銑刀。
3.2對中心
即調整槽的中心、銑刀中心及軸中心線重合。方法是:首先把銑刀調整到大致在工件的中心位置上 ,在工件表面粗銑一鍵槽后 ,用直角匿尺靠平母線,測量鍵槽兩邊到相應量尺的距離,對比兩邊距離,理論兩邊距離是應該相同的,如果測量值不相同,則適當調整銑位置,同時注意控制鍵槽寬度。
3.3加工方法
因為銑削鍵槽屬于對稱加工,在切削過程中一面屬于順銑、另一面屬于逆銑,順銑一側的表面粗糙度相對于逆銑一側的表面粗糙度好,對于鍵槽兩側面粗糙度要求較高的軸類鍛件,采用直接成形的方法顯然是不合理的。
一般我們加工此類軸時,使用比鍵槽寬度小 4mm左右的銑刀進行粗、精加工。在進刀時多采用預鉆孔的方法。如果采用鍵槽銑刀銑削時,因鍵槽銑刀的刀齒較少,所以加工時銑刀的轉速應該較高 (與相同直徑的立銑刀比較),鍵槽銑刀的端面齒可直接向下走刀進行切削(相
當于鉆削),所以在軸上也可以不需進行預鉆孔便能直接銑出鍵憎。但是鍵槽銑刀向下走刀時的進給量應很小 ,一般用于動控制。如果鍵槽較長時可用T形刀及三面刃銑刀在槽的中間部分銑出一道槽來(銑時應注意不能銑到兩端的R尺處),然后再用立銑刀進行銑削,這樣 可以保護立銑刀的端面齒。銑削時應注意槽寬與軸中心線的的對稱性。
4、90°位置度找正方法
在加工完一個鍵槽后,需要重新裝夾工件加工另 一鍵槽。如何確定工件是否旋轉到90°成 為保證兩鍵槽問垂直度的關鍵。由于鍵槽寬度較窄,找正鍵槽底面時存在較大誤差,不能成為工件的找正基準。目前現場操作人員確定工件是否擺正至90°的方法是: 在同一平面內,用高劃尺配合百分表分別測量鍵槽兩側面到工作臺的高度及軸的上下兩點到工作臺的高度,理論上來說,如果,工件旋轉到90°,但是這種方法測量誤差較大,精度不高,操作繁瑣。
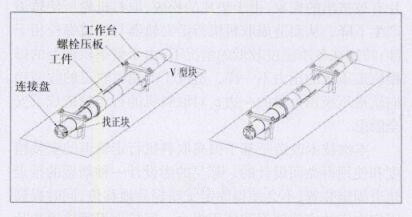
為便于操作,提離精度,我們采用在軸端加設一工藝找正塊的方法 ,工作原理:在軸端上固定一找正塊,其找正面與所加工鍵槽的側面垂直或平行,找正塊通過連接盤與軸連接,連接盤通過4個軸端連接孔與工件的軸端進行固定(通常工件軸端都有4個螺孔),再通過2個螺栓將找正塊固定在連接盤上,在找正塊表面上,按照工件精度要求 ,找正工件上、側母線跳動 ≤0.01mm,找正塊平面全長跳動 ≤0.005mm,找正合適后用板將軸壓緊在工作臺上。然后用銑刀分粗、精銑加工同一母線上多個鍵槽,達到圖紙要求;再將工件轉動90°,以同樣方法找正軸母線和找正塊,加工另一母線上多個鍵槽。找正塊基準(兩面)需要精密磨削以保證找正精度要求;連接盤用來轉換找正塊與軸向鍵槽的相對位置,軸端上已有的螺孔,用于工件和找正塊的相對位置準確。該方法同樣適用于180°分布的鍵槽加工、使用該方法的優點是:結構簡單,便于加工制造,操作靈活、方便,使用安全。
3、鍵槽的加工方法
軸鍛件上鍵槽敞開式鍵槽 (即鍵槽的一端或兩端都是敞開的)和封閉式鍵槽兩類,其加工步驟如下:
3.1選擇銑刀
一般選用比槽寬尺寸小于2-5mm的鍵槽銑或立銑刀進行加工,考慮銑刀擺動誤差會擴大槽寬尺寸和刀具磨損,應分為粗銑刀和精銑刀。
3.2對中心
即調整槽的中心、銑刀中心及軸中心線重合。方法是:首先把銑刀調整到大致在工件的中心位置上 ,在工件表面粗銑一鍵槽后 ,用直角匿尺靠平母線,測量鍵槽兩邊到相應量尺的距離,對比兩邊距離,理論兩邊距離是應該相同的,如果測量值不相同,則適當調整銑位置,同時注意控制鍵槽寬度。
3.3加工方法
因為銑削鍵槽屬于對稱加工,在切削過程中一面屬于順銑、另一面屬于逆銑,順銑一側的表面粗糙度相對于逆銑一側的表面粗糙度好,對于鍵槽兩側面粗糙度要求較高的軸類鍛件,采用直接成形的方法顯然是不合理的。
一般我們加工此類軸時,使用比鍵槽寬度小 4mm左右的銑刀進行粗、精加工。在進刀時多采用預鉆孔的方法。如果采用鍵槽銑刀銑削時,因鍵槽銑刀的刀齒較少,所以加工時銑刀的轉速應該較高 (與相同直徑的立銑刀比較),鍵槽銑刀的端面齒可直接向下走刀進行切削(相
當于鉆削),所以在軸上也可以不需進行預鉆孔便能直接銑出鍵憎。但是鍵槽銑刀向下走刀時的進給量應很小 ,一般用于動控制。如果鍵槽較長時可用T形刀及三面刃銑刀在槽的中間部分銑出一道槽來(銑時應注意不能銑到兩端的R尺處),然后再用立銑刀進行銑削,這樣 可以保護立銑刀的端面齒。銑削時應注意槽寬與軸中心線的的對稱性。
4、90°位置度找正方法
在加工完一個鍵槽后,需要重新裝夾工件加工另 一鍵槽。如何確定工件是否旋轉到90°成 為保證兩鍵槽問垂直度的關鍵。由于鍵槽寬度較窄,找正鍵槽底面時存在較大誤差,不能成為工件的找正基準。目前現場操作人員確定工件是否擺正至90°的方法是: 在同一平面內,用高劃尺配合百分表分別測量鍵槽兩側面到工作臺的高度及軸的上下兩點到工作臺的高度,理論上來說,如果,工件旋轉到90°,但是這種方法測量誤差較大,精度不高,操作繁瑣。
為便于操作,提離精度,我們采用在軸端加設一工藝找正塊的方法 ,工作原理:在軸端上固定一找正塊,其找正面與所加工鍵槽的側面垂直或平行,找正塊通過連接盤與軸連接,連接盤通過4個軸端連接孔與工件的軸端進行固定(通常工件軸端都有4個螺孔),再通過2個螺栓將找正塊固定在連接盤上,在找正塊表面上,按照工件精度要求 ,找正工件上、側母線跳動 ≤0.01mm,找正塊平面全長跳動 ≤0.005mm,找正合適后用板將軸壓緊在工作臺上。然后用銑刀分粗、精銑加工同一母線上多個鍵槽,達到圖紙要求;再將工件轉動90°,以同樣方法找正軸母線和找正塊,加工另一母線上多個鍵槽。找正塊基準(兩面)需要精密磨削以保證找正精度要求;連接盤用來轉換找正塊與軸向鍵槽的相對位置,軸端上已有的螺孔,用于工件和找正塊的相對位置準確。該方法同樣適用于180°分布的鍵槽加工、使用該方法的優點是:結構簡單,便于加工制造,操作靈活、方便,使用安全。
下一篇:軸鍛件加熱工藝不當常產生的缺陷
上一篇:軸類鍛件90°鍵槽的加工方法(一)
 關注公眾微信號
關注公眾微信號 