什么是軸鍛件磁粉檢驗方法中的磁場強度?
文章出處:未知
人氣:
發表時間:2018-06-27 16:00
采用的***小磁場強度,應能顯示有異議的缺陷磁痕并對它們加以區分。***大的磁場強度,應恰好低于磁粉在工件表面開始產生過度吸附這一臨界點。
一、線圈磁化
當采用線圈磁化時,磁場強度同電流(如果使用線圈或螺線管,則同安匝數)成正比,而同受檢截面的厚度成反比。
1.縱向磁化
對于纏繞線圈,應采用直流電流或整流電流,線圈各匝應緊靠在一起。磁場強度隨著離開線圈的距離增加大而降低,因而長的鍛件應分段磁化。如果被檢部位超出線圈任一側150mm以上,就必須采用磁場指示器來驗證是否有足夠磁場強度。
對于大鍛件,磁化電流應當在1200~4500安匝范圍內。應當采用磁場指示器來校驗被檢區域是否有足夠的磁場強度。
2.周向磁化
對于采用穿過工件的線圈進行周向磁化,所用電流應是10.5.2給定的安培數除以線圈匝數所得商。

二、直接磁化
如果電流直接通過受檢鍛件進行磁化,則每毫米直徑(或同電流相垂直的橫截面的***大寬度)所使用的交流和直流或整流電流強度值I建議如下:
當工件直徑D(mm)≤125時,交流電流值I(A)應在12.5~17.5之間,直流或整流電流值I(A)應在25~35之間。
當工件直徑D(mm)>125~250時,交流電流值I(A)應在7.5~12.5之間,直流或整流電流值I(A)應在15~25之間。
當工件直徑D(mm)>250時,交流電流值I(A)應在2~7.5之間,直流或整流電流值I(A)應在4~15之間。
對于空心工件,如果導線是直接夾緊在工件壁上,則所用電流強度值應按工件壁厚計算。如果直徑大于250mm的工件,其所需的電流達不到,則采用磁場指示器測定適合的磁場強度實際值。在上述各種情況下,都可以使用磁場指示器來確定磁化力是否合適。
三、觸頭磁化
用觸頭產生局部周向磁化時,磁場強度同所采用的電流強度成正比,但也隨著兩觸頭的間距和被檢截面的厚度的不同而變化。
1.材料厚度不到20mm時,每25mm觸頭間距應采用75~100A的磁化力。材料厚度等于或大于20mm時,每25mm的間距應采用100~125A的磁化力。
2.觸頭間距應不超過200mm。觸頭間距一般不得小于75mm,以免觸頭周圍出現磁粉堆積。要注意防止被檢表面出現局部過熱或燒傷。當斷路(接觸不良)磁化電壓超過25V時,推薦使用鋼觸點觸頭、鋁觸點觸頭或銅刷型觸頭而不要用整體銅觸點觸頭,以免銅滲入工件表面。可以成對地使用***磁鐵吸盤,也可以把它同觸頭一起使用。磁鐵不得用于電流超過1500A的情況,因為這會產生磁化損失。
3.可以采用安置在觸頭手柄中的遙控開關。此開關應在電極觸頭定位妥當后才許開啟通電。取下電極時,要先關閉此開關,以免產生電弧。
4.檢驗覆蓋區:檢驗時應當有足夠的重疊,以保證在規定的靈敏度下檢驗表面有100%的覆蓋率。
5.磁化方向:每個檢驗區域至少要檢驗兩次,觸頭放置應使得后一次檢驗時的磁力線大體上垂直于前一次檢驗時的磁力線。
五、應使用電流表之類的合適的度量工具,對規定的或雙方商定的電流進行測定。
六、必要時應使用磁場指示器(圖8)來確定磁場是否合適。所用的磁化電流。應能在指示器上產生清晰的圖像。
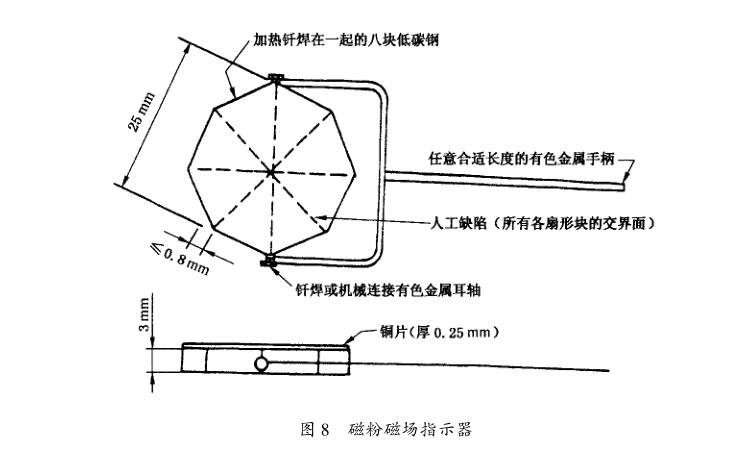
使用磁場指示器時,先把指示器放在待檢鍛件上,然后施加所需要的電流和磁粉。當磁粉產生出可辨認的圖像(通常為“+ ”字線)時,即表明待檢鍛件內已產生足夠的磁場強度。
七、軛鐵磁化
用電磁軛來磁化局部區域時,在兩極之間形成縱向磁場。
1.設備:磁軛可以是固定式的或鉸接式的。
2.磁軛檢定:交流電磁軛,當兩極間距為75~150mm時,至少應有45N的提升力。直流電磁軛,當兩極間距為75~150mm時,至少應有180N的提升力。
3.磁化方向:每個檢驗區域至少要檢驗兩次,前后兩次檢驗時的磁力線應大體上相互垂直。
4.磁極間距應限定在50~200mm的范圍內。
5.檢驗區域:檢驗區域限定在兩磁極連線兩側***大等于1/4磁極間距的范圍內。磁極間距每次應有25mm以上的重疊。
下一篇:軸鍛件的外觀質量
上一篇:鍛造軸鍛件時的下料和加熱
 關注公眾微信號
關注公眾微信號 